Shandong Jiayi Machinery Sheet Metal Equipment Manufacturing Base
+86 137-0538-4901 +86 189-5381-3118 |
sdjy@lag-rainer.com
Shandong Jiayi Machinery Sheet Metal Equipment Manufacturing Base
+86 137-0538-4901 +86 189-5381-3118 |
sdjy@lag-rainer.com
Product
产品展示

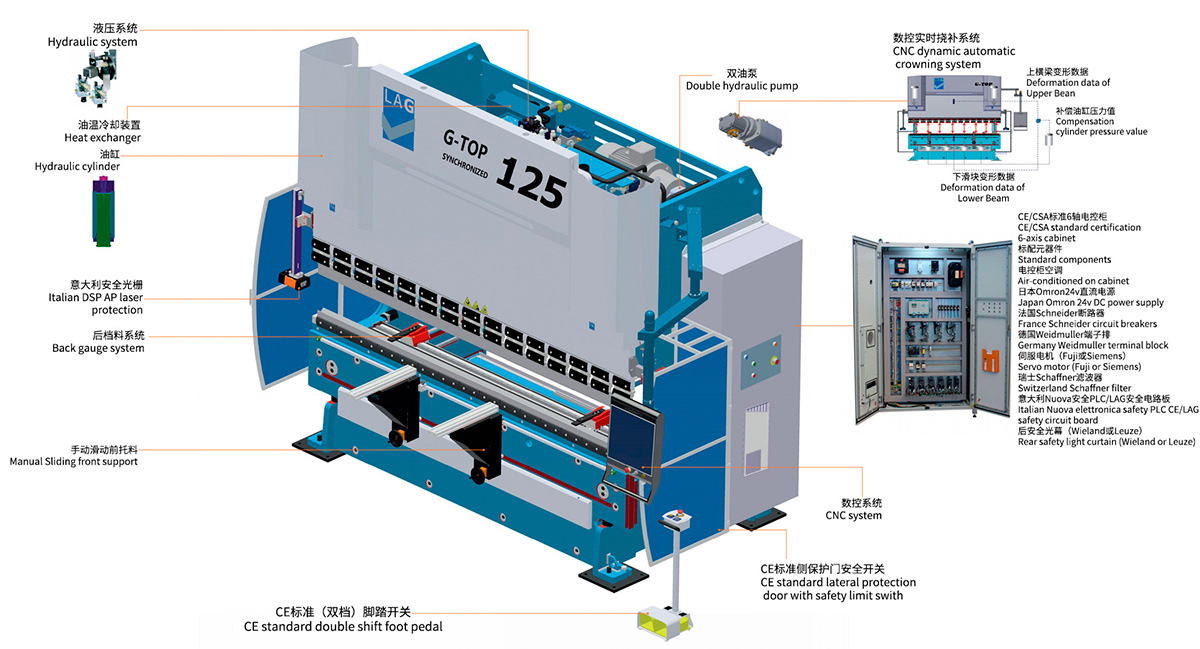
G- T O P Press brake
The G-T O P series of bending machines is the culmination of LAG's many years of experience in bending technology to meet your diverse applications and products in the field of bending. With rich configuration and excellent parameters, G-T O P series has become one of the best-selling bending models when LAG.
Performance, bending quality, configuration
1. Performance
G-T O P series bending machine has the efficiency and flexibility of all bending machine series, mainly including:
Ø High-speed movement shaft, including: upper beam fast down, work in, back stop material (X-R-Z1-Z2);
Ø Fast mold replacement, flexible mold system;
Ø CE standard design intelligent system;
Ø Rear material standard configuration of 4 axes (X-R-Z1-Z2), rear material and retractable pneumatic bracket, oil temperature cooling system, electric cabinet air conditioning, independent hydraulic compensation system;
Ø G-CS CNC real-time automatic compensation system, no need to rely too much on workers' experience to manually adjust the input preset compensation value, improve production efficiency;
Powerful CNC system based on PC technology, suspended touch screen controller in line with human body design, intuitive two-dimensional graphic programming and simulation functions, convenient and easy for operators to quickly master 2D offline programming software.
2. Bending quality
With the G-T O P bending machine, the bending quality in all series can be obtained.
Every bending can ensure the consistency of the Angle and straightness of the product.
Ø bolt-connected modular frame structure after processing, machine service life and bending accuracy;
Ø G-Reflex Wall Panel Proportional change compensation system (China Invention Patent, Patent No. ZL 2017 1 0296448.6);
Ø G-CS CNC real-time automatic compensation system: when the plate thickness is determined, no matter how the workpiece length and bending position change, the G-T O P series bending machine can automatically ensure the bending Angle within 0.5 degrees error in the full length;
Ø The rear stopper ensures that it is always positioned accurately during bending.
3. Configuration
G-T O P series bending machines are equipped with various configurations
Ø Flexible rear stop system, numerical control system, loading and unloading 1 processing system, mold clamping system;
Ø Diagnostic touch screen system that can be remotely controlled online;
Ø Optional servo support system (A1-A2-A3-A4);
Ø AMS Angle measurement system;
Ø Dynamic composite shaft GPM-6 rear stopper (X1-X2-R1-R2-Z1-Z2);
Ø G-T O P/R robot bending unit;
Ø All your customization needs can be met (special molds, automatic mold clamping, automatic mold change, vision systems, customized solutions and offline programming software).
Wall panel Proportional change compensation system Patent G-Reflex (China Invention Patent, Patent number ZL 2017 1 0296448.6)
The application of G-Reflex compensation system on G-T-OP bending machines ensures that every bending Angle is consistent throughout the entire length regardless of bending conditions changing with plate thickness, length or bending position. The typical and unavoidable problem of the bending machine is the "gaping" effect caused by the deformation of the wall panels of the cantilever structure under the reaction force during the bending process. If the grating ruler used to measure the travel is directly fixed on the side wall panel, the "gaping" deformation will lead to the measurement error of the grating ruler. To avoid this phenomenon, an additional "c" frame is bolted to the bottom two sides of the lower beam of our G-T O P bending machine for connecting the grating ruler. Since this additional "c" frame is independent of the frame body structure, it does not deform with the deformation of the wall panel described above during bending, thus ensuring the accuracy of the machine.
After the installation of the G-Reflex compensation system, the actual position of the upper beam is detected by two grating gauges installed on the self-adjusting balancing device and the separate deformation-free additional "C" frame. Therefore, during bending, the G-Reflex compensation system will automatically measure the grating error according to the amount of deformation of the wall panel "opening".
CNC real-time automatic compensation system G-CS
The LAG's innovative CNC real-time automatic compensation system G-CS is one of the deflection compensation systems that represent CNC technology in today's global bending machine market. At the same time, thanks TO the use of innovative automatic disturbance compensation system G-CS, wall panel variation compensation system G-Flex and machined bolted fuselage structure technology, the G-T-O P series bending machine has the characteristics of bending accuracy and high stability.
The core innovative technology G-CS automatic compensation system refers to: in the process of bending, the CNC system outputs the corresponding compensation value according to the real-time deformation of the upper and lower beams to drive the compensation cylinder for dynamic compensation. The compensation process is a closed-loop control process in which two potentiometers installed on the upper and lower beams collect the deformation data in real time and send the dynamic compensation value to the separate hydraulic compensation system automatically through the numerical control system.
All conventional deflection compensation systems are calculated based on empirical values or pre-set the amount of deformation of the beam and then multiple test breaks, because this is uncontrollable. In theory, each bending material change, the distribution of holes or bending at different positions in the bending machine may change the deformation value of the set beam, so theoretical expectations, bending tests and calculations can not fundamentally solve these problems. The end result is that the bending Angle is not the value you programmed.
The G-CS automatic torsion system simplifies the complex test bending process under the condition that the plate thickness is unchanged. Even if the length of the bending workpiece is different, or the bending machine can be automatically realized by the G-T O P bending machine to ensure the bending of the same Angle and straightness of the workpiece. The operator no longer needs to adjust the input preset compensation value based on experience and bending length changes.
Rear stop System (X-R-Z 1-Z2)
As a guarantee of the dimensional accuracy of bending products, the back stop system is an important part to ensure the bending accuracy of the bending machine. The 4-axis (x-R-zl-zz) rear stopper of the G-T OPE series standard models ensures flexible, high-speed positioning of almost all complex bending workpieces.
The processing surface of the side plate is the datum surface and the linear guide rail and the pinion and rack transmission mode can ensure the parallel of the left and right support surface of the rear material beam without adjustment. Thanks to the rack and pinion drive with anti-backlash technology, the fast speed is up to 600mm/ s.
The left and right support of the rear beam of the combination of aluminum and steel parts can be fine-tuned to the X-axis and R-axis directions by means of a wedge mechanism, reflecting LAG's pursuit of the bending process.
The rear stopper beam uses steel pipe as the main structure to ensure that the beam is strong and not deformed. The special aluminum alloy profile above the steel pipe ensures the dynamic acceleration of the beam and the flexible demand of the rear stop finger, and can be adjusted in the straightness and height of any position within the full length of the aluminum alloy beam.
The highly integrated LAG design of the X-R shaft fully enclosed self-lubricating integrated transmission, with direct dual drive transmission mode, to achieve reliable transmission while ensuring synchronization accuracy of the left and right directions.
Rear stop finger anti-collision function (China Invention Patent, Patent No. ZL 2017 1 0735450.9)
The standard rear stop is configured with two CNC stop fingers (Z1-Z2). When the rear stop finger is impacted in the case of misoperation, the stop finger block will be opened from the base to avoid damage to the accuracy of the rear stop material and better ensure the operator's personal life.
Pneumatic expansion bracket GRP-R
At the beginning of bending positioning, the GRP-R pneumatic expansion bracket, which is combined with the zi-zz stop finger into a whole system and moves together with them along the z axis, extends to support the plate between the back stop finger and the lower die. After the upper die presses the plate, the GPR-R is withdrawn and gives way with the back stop finger. The device is useful for bending large panel products, the operator can bend continuously in the same feeding direction, without turning, bending efficiency and accuracy.
The brush table on the surface of the pneumatic retractable bracket ensures that the metal surface is scratch free.
Manually slide the front bracket
The high rigidity composite structural front bracket is manually sliding along the linear guide rail in the Z-axis direction through the roller support, and the height can be easily adjusted by the handle. Special extended lower beam with parking space can be selected for the pallet as required.
Quick clip on die
Japan Xukuang H=100mm high-precision manual single-sided quick clamp, no wrench is needed when installing the mold, the palm is used to push the lock mold, and the finger is only needed to easily snap the handle with two gears when releasing. It is compatible with the clamping of European, Japanese and domestic mold handle structure. One person can easily and quickly change the knife from the side or bottom of the quick clip. The double-sided quick clip or the H=150mm quick clip can be selected according to the need.
Die jig
The LAG manual self-centering fixture is fixed with screws. It is automatically aligned with the upper die without adjustment when the lower die is replaced. The upper and lower die do not need to be adjusted.
Modular die system
The segmented dies and diversified die combinations after grinding are convenient for users to use and replace.
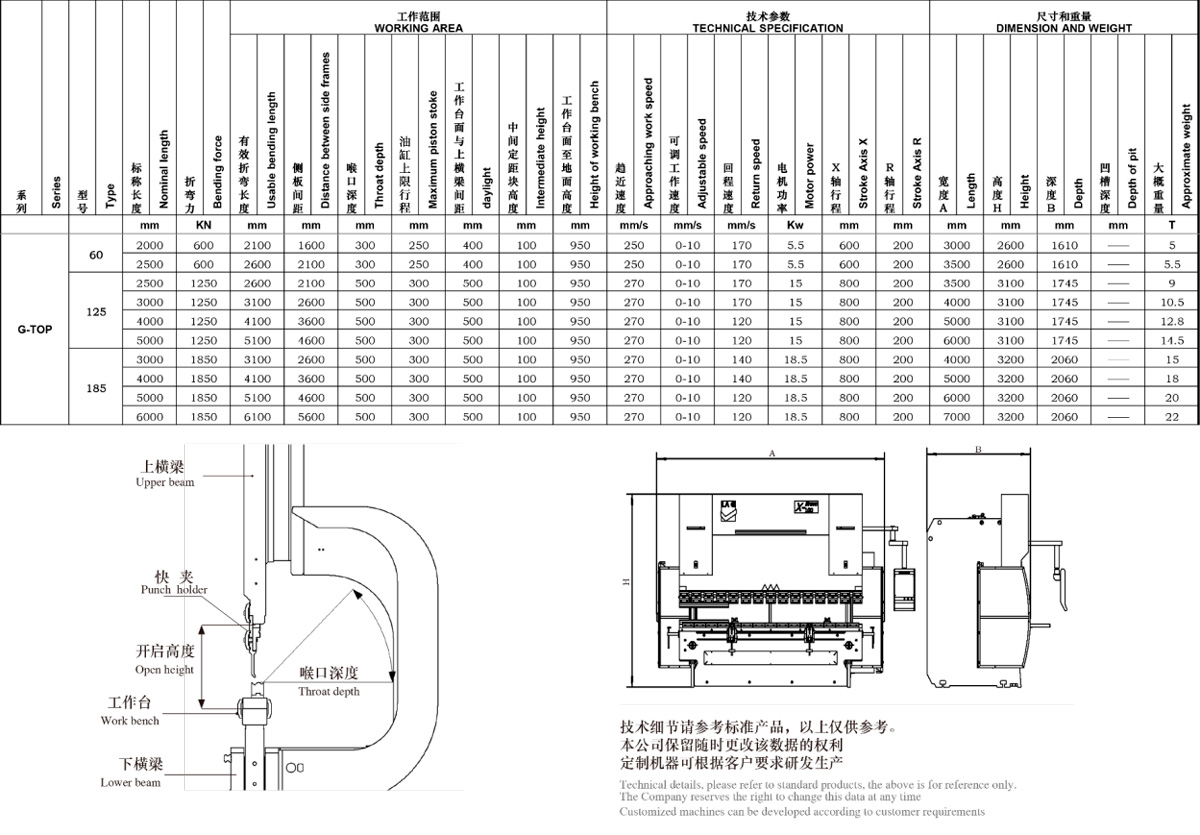
According to the part drawing of the bending product you require and the thickness of the commonly used sheet material, LAG engineers will determine the opening height and bending force of the bending machine.
Bending mold selection, including:
Standard upper die (Plb)1 set
Standard lower die (P15)1 set
N160 lower die base and 1 set of T-guide rail
Customers can configure their own molds according to the situation or with the assistance of LAG's technical team to provide you with a suitable bending process solution, design and supply other special mold combinations.
CE standard protection system
G-T OPE bending machines are equipped with advanced solutions, production efficiency and protection levels. In addition to complying with the relevant standards and regulations of CE to install CE compliant high-quality electrical and hydraulic components, standard with CE standard DSP-AP multi-point light curtain, NCS programmable special PLC for central management and control of all systems.
Ø Point can be set from 6mm small 2mm above the clamping point (0.2 seconds)
Ensure the operator, enhance the operator's trust and work efficiency
Ø No trouble even at speed
Ø Mold collision protection
In order to realize the bending of complex workpieces, the folding box mode cannot realize the high-speed bending function
Ø Different bending modes can be selected by division of steps
Ø Height-adjustable mounting arm with a scale for quick realignment after mold change
Electric control cabinet with air conditioning
The air conditioning system of the electric cabinet can protect the electrical components in the electric cabinet to operate in a temperature environment, and the air conditioning of the cabinet has functions to ensure the ideal temperature and humidity environment inside the cabinet. At the same time, the dust and corrosive gas in the external environment are isolated, and the service life of the electrical components is extended.
Oil temperature cooling system
G-T O P series bending machine adopts innovative design of hydraulic system, more reasonable layout, standard equipped with independent automatic oil temperature cooling device, the main tank cooling, to ensure that the hydraulic system in the long-term harsh environment more stable work, hydraulic components life.
Independent special hydraulic compensation pump
Eliminate the interference of the main hydraulic system and stabilize the hydraulic compensation working pressure to ensure constant bending Angle and accuracy.
ESA 550 PC touch screen CNC system
In cooperation with ESA, the world's leading manufacturer of numerical control systems, the ESA 550PC, a numerical control system that combines modern electronic information control technology with new application technologies in the bending machine industry, makes it easy for operators to quickly implement programming, calibration and bending in a variety of different shapes and conditions.
ESA550PC uses modern technology of 15 inch touch screen design, WindowsXP operating system, can also be external keyboard, mouse operation, bringing improvements in the data input experience, programming time is also greatly shortened.
Most bending workpieces can be programmed by two-dimensional graphics, two-dimensional automatic simulation of bending, automatic generation of bending steps, even beginners can quickly complete the bending work; Depending on the need, the operator can also display the workpiece in three dimensions on the system.
2D offline programming software
All G-T O P series bending machines can be designed in the office for bending simulation, developing material calculation and other design work through standard two-dimensional off-line programming software.
Main standard configuration
"C" plate modification compensation system G-Reflex
CNC real-time automatic compensation system G-CS
Numerical control system ESA 550PC/Delem 66T
6+1 axis (Y1-Y2-X-R-Z1-Z2+V)
Rear stop GRP-R(X-R-Z1-Z2,2 brush stations)
Two back stop fingers
CE standard (double gear) foot switch
Telephonee:
+86 13705384901
Build Geshi international technology brand
CONTACT US
Tel:+86 13705384901 +86 18953813118 +86 0538-5608989
E-mail:sdjy@lag-rainer.com
Add:South of Kuixing Road, north of Xingfu Road, Ciyao Town, Ningyang County, Tai'an City, Shandong Province, China



