产品展示
Product Display

G - T O P 折弯机
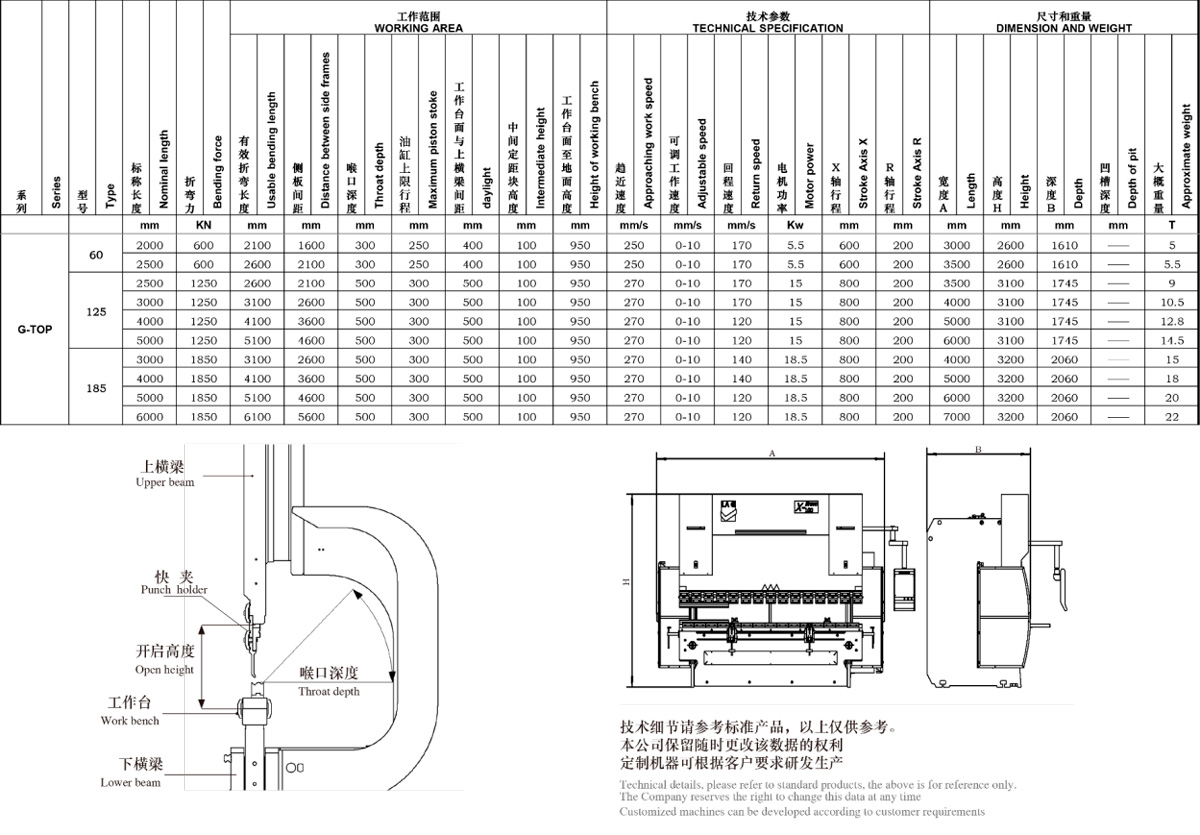
G-T O P系列折弯机凝聚了LAG多年来折弯技术经验,能够满足您在折弯领域多样性的应用和产品。G-T O P系列凭借丰富的配置,优良的参数,成为当LAG畅销的折弯机型号之一。
性能,折弯质量,配置
1. 性能
G-T O P系列折弯机拥有LAG所有折弯机系列中效率及灵活,主要包括:
Ø 高速运动轴,包括:上横梁快下,工进,后挡料(X-R-Z1-Z2);
Ø 快速更换模具,灵活多样的模具系统;
Ø CE标准设计的智能化的系统;
Ø 后档料标准配置4轴(X-R-Z1-Z2),后挡料和可伸缩的气动托料架,油温冷却系统,电柜箱空调,独立的液压补偿系统;
Ø G-CS数控实时自动补偿系统,无需过多依靠工人经验人工调整输入预设的补偿值,生产效率提升;
Ø 功能强大的基于PC技术的数控系统,符合人体学设计的悬吊式触摸屏控制器,直观的二维图形编程及模拟功能,方便和易于操作者快速掌握2D离线编程软件。
2. 折弯质量
使用G-T O P折弯机,可获得所有系列中的折弯质量。
Ø 每次折弯都能确保产品的角度、直线度一致性。
Ø 通过加工后螺栓联接式模块化机架结构,机器使用寿命及折弯精度;
Ø 专利G-Reflex墙板比例型变补偿系统(中国发明专利,专利号ZL 2017 1 0296448.6);
Ø G-CS数控实时自动补偿系统:当板厚确定时,不管工件长度及折弯位置如何变化,G-T O P系列折弯机可自动确保在全长内的折弯角度0.5度以内误差;
Ø 后挡料确保在折弯过程中始终能够准确定位。
3. 配置
G-T O P系列折弯机配置丰富
Ø 灵活多样的后挡料系统,数控系统,上下料1处理系统,模具装夹系统;
Ø 可远程在线控制的诊断触摸屏系统;
Ø 可选随动托料系统(A1-A2-A3-A4);
Ø AMS角度测量系统;
Ø 动态复合轴GPM-6后挡料(X1-X2-R1-R2-Z1-Z2);
Ø G-T O P/R机器人折弯单元;
Ø 可满足您所有的定制需求(特殊模具,自动模具装夹,自动换模,视觉系统,客户定制化的解决方案和离线编程软件)。
墙板比例型变补偿系统专利 G-Reflex(中国发明专利,专利号ZL 2017 1 0296448.6)
G-Reflex补偿系统在G-T O P折弯机上的运用,无论折弯条件随着板材厚度、长度或折弯的位置发生变化,都能保证每次折弯角度在全长内一致对于所有的折弯机,折弯机典型、无法避免的问题的是在折弯过程中悬臂结构的墙板在反作用力下变形产生“张口”效应,如果用于测量行程的光栅尺直接固定在侧墙板上,由于“张口”变形将导致光栅尺测量错误。为避免这种现象,我们的G-T O P折弯机的下横梁底部二侧用螺栓各固定了一个附加“c”型架用于联接光栅尺。由于这个附加“c”型架独立于机架本体结构,因此在折弯过程中不会随上面所描述的墙板的变形而发生形变,从而保证机器的精度。
安装G-Reflex补偿系统之后,上横梁的实际位置通过安装在带自动调节的平衡装置和独立的无变形影响的附加“C”型架上的二把光栅尺来检测,因此,在折弯过程中这套G-Reflex补偿系统会根据墙板”张口”的变形量自动光栅尺的测量误差。
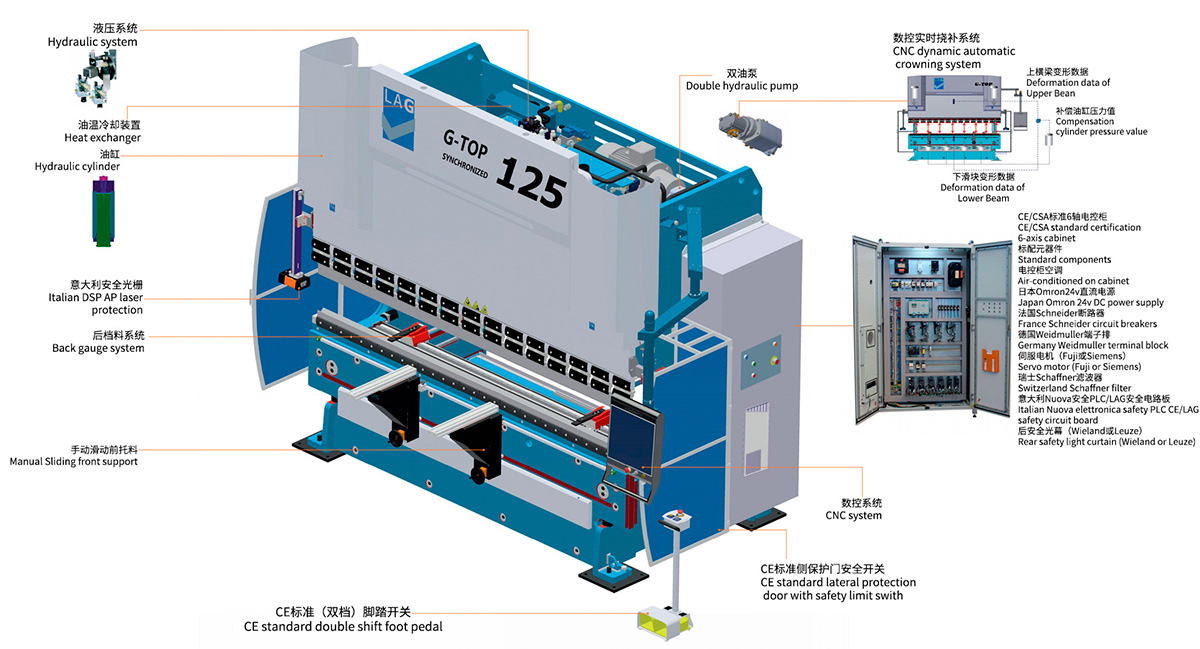
数控实时自动补偿系统 G-CS
G-T O P系列配置的LAG创新的数控实时自动补偿系统G-CS,是代表当今全球折弯机市场数控技术的挠度补偿系统之一。同时,由于采用了创新的自动扰度补偿系统G-CS,墙板型变补偿系统G-Flex和经过加工的螺栓联接的机身结构的技术,使得G-T O P系列折弯机具有折弯精度和高稳定度的特点。
其中核心的创新技术G-CS自动补偿系统是指:在折弯的过程中数控系统根据上、下横梁的实时变形量,输出相应的补偿值驱动补偿油缸进行动态补偿,这种补偿的过程是由安装在上、下横梁上的二个电位计实时采集变形数据并通过数控系统自动向单独的液压补偿系统发出动态补偿值的闭环控制的过程。
所有的传统挠度补偿系统是根据经验值计算或者对横梁的变形量进行预设后多次试折,因为这是无法控制的。理论上每次折弯材质的变化、孔的分布情况或在折弯机不同位置折弯,都可能改变设定的横梁的变形值,因此理论预期、试折弯和计算都不能根本解决这些问题。终的结果是:折弯成型的角度不是你编程所设定的值。
G-CS自动挠补系统在板厚不变的折弯情况下,简化了复杂的试折弯工作过程,即使折弯工件的长度不同,或在折弯机的不同位置都能由G-T O P折弯机自动实现确保折弯出相同的角度及直线度的工件,操作人员无需再根据经验及折弯的长度变化调整输入预设的补偿值。
后挡料系统(X-R-Z 1-Z2)
作为保证折弯产品尺寸精度的后挡料系统是保证折弯机折弯精度的重要部件。G-T O P系列标准机型的4轴(x-R-zl-zz)后挡料确保能在灵活、高速度下完成几乎所有复杂折弯工件的定位需求。
侧板加工面为基准面安装直线导轨及齿轮齿条传动方式,无需调整即可确保后档料横梁的左右支撑面平行度。由于采用消隙技术的齿轮齿条传动,快速度高达600mm/秒。
铝及钢零件组合的后横梁左、右支撑座可通过楔形机构分别对X轴方向及R轴方向微调,体现了LAG对折弯工艺的追求。
后挡料横梁以钢管作为主体结构确保横梁坚固不变形,钢管上方复合的专用铝合金型材确保了横梁的动态加速度及后挡指灵活多变的需求,并且可在铝合金横梁的全长范围内任意位置的直线度及高度进行调整。
高度集成的LAG设计的X-R轴全密闭自润滑一体式变速器,采用直联双驱动传动方式,实现可靠传动的同时确保左右方向的同步精度。
后挡指防撞功能(中国发明专利,专利号ZL 2017 1 0735450.9)
标准后挡料配置两个数控挡指(Z1-Z2)当发生误操作情况下导致后挡指受撞击时,挡指块会从底座上开,避免了后挡料精度受到损害,同时更好地保证了操作人员人身。
气动伸缩托料架GRP-R
在折弯定位开始时,与zi-zz挡指分别组合成一个整体系统并随着他们沿着z轴方向一起移动的GRP-R气动伸缩托架伸出辅助将板料在后挡指与下模之间支撑,上模压住板材后,GPR-R收回并与后挡指共同退让。对于折弯大型面板类的产品该装置有用,操作者可在同一送料方向连续折弯,无需调头,折弯效率及精度。
气动伸缩托料架表面的毛刷台可确保金属表面无划伤。
手动滑动前托料架
高刚性组合结构式前托料架通过滚轮支撑沿直线导轨在Z轴方向通过手动方式实现左右滑动,高度也可以通过手柄方便调节。可根据需要为托料架选配带停车位的特殊加长的下横梁。
上模快夹
日本旭光H=100mm高精度手动单面快夹,安装模具时无需扳手,用手掌推动锁紧模具,松开时仅需手指轻松扣动具有二个档位的手柄,兼容于欧式、日式及国产模柄结构的装夹,一个人即可方便快速的从快夹侧面或底部快速换刀可根据需要选配双面快夹或H=150mm的快夹。
下模夹具
LAG手动自定心夹具,用螺丝固定,当更换下模时无需调整自动与上模对中,不需要调整上下模具。
模块化模具系统
经过磨削加工的分段的模具及多样化的模具组合方式方便用户的使用及更换。
根据您所需折弯产品的零件图及常用的板料厚度的情况,LAG的工程师会根据折弯机的开口高度及折弯力。
的折弯模具的选型,包括:
标准上模(Plb) 1套
标准下模(P15) 1套
N160下模座及T型导轨 1套
客户可根据情况自己配置模具或在LAG的技术团队的协助下为您提供一份适合您的折弯工艺方案,设计及提供其它特殊模具组合。
CE标准防护系统
G-T O P折弯机配有先进的解决方案,生产效率和保护水平。除了遵循CE的相关标准和规定安装符合CE的高品质电器及液压元器件外,标配符合CE标准的DSP-AP多点光幕,NCS可编程专用PLC对所有系统进行 中 央 管理及控制。
Ø 点可从6mm小设置在夹紧点上方2mm处(0. 2秒)
Ø 确保操作人员,提升操作人员的信任和工作效率
Ø 即使在速度下也没有隐患
Ø 模具防撞保护
Ø 为了实现复杂工件的折弯时的折盒子模式下不能实现高速折弯功能
Ø 可以分工步选择不同的折弯模式
Ø 可调节高度的安装固定臂带有刻度尺,以便快速更换模具后重新对中
带空调的电控柜
电气柜空调系统可保护电气柜内的电气元件在温度环境下运行,同时机柜空调具有功能,保证机柜内部有理想的温度和湿度环境;同时隔离了外界环境中的灰尘,腐蚀气体,延长了电气元件的使用寿命。
油温冷却系统
G-T O P系列折弯机采用创新设计的液压系统,布局更加合理,标配独立的全自动油温冷却装置,对主油箱进行冷却,确保液压系统在长期恶劣环境下更稳定工作,液压元件使用寿命。
独立的专用液压补偿油泵
排除主液压系统干扰稳定的液压补偿工作压力,确保折弯角度及精度恒定。
ESA 550 PC触摸屏数控系统
LAG与世界的数控系统生产商ESA合作,配置现代电子信息控制技术与折弯机行业新应用技术相结合的数控系统一ESA 550PC,使操作者很容易快速实现各种不同形状、不同条件下的编程、校准以及折弯。
ESA550PC采用现代技术的15寸触摸屏设计,WindowsXP操作系统,也可外接键盘、鼠标操作,带来了数据输入体验上的改进,编程时间也大幅缩短。
大多数折弯工件可通过二维图形编程,二维自动模拟折弯,自动生成折弯步序,即使初学者也能快速的完成折弯工作;根据需要,操作者也可以在系统上对工件进行三维显示。
2D离线编程软件
所有G-T O P系列折弯机,都可以通过标准配置的二维离线编程软件,在办公室进行折弯模拟,展开料的计算等设计工作。
主要标准配置
"C"型板变型补偿系统G-Reflex
数控实时自动补偿系统G-CS
数控系统ESA 550PC / Delem 66T
6+1轴(Y1-Y2-X-R-Z1-Z2+V)
后挡料GRP-R(X-R-Z1-Z2,2个毛刷台)
2个后挡指
CE标准(双档)脚踏开关



 鲁公网安备 37092102000230号
鲁公网安备 37092102000230号